i. Меры предосторожности при хранении
Уровень чувствительности к влаге (MSL):МСЛ3
Условия хранения:
Температура:-5~40°C, Влажность: ≤60% относительной влажности
Не содержит агрессивных газов. После снятия вакуумной упаковки конденсатор не следует подвергать воздействию воздуха более 24 часов. Неиспользованные конденсаторы следует снова загерметизировать под вакуумом или хранить в сухом шкафу.
ii. Меры предосторожности перед пайкой
Танталовые конденсаторы Может быть прикреплен волновой пайкой, пайкой оплавлением и ручной пайкой. Для случаев A, B, C, D, D1 и E рекомендуется использовать пайку оплавлением (если требуется ручная пайка, см. 2. Меры предосторожности при ручной пайке), а корпус F и выше подходят только для ручной пайки (танталовый конденсатор большого корпуса припаивается оплавлением, из-за расширения сердечника в корпусе очень легко появляются трещины.).
1. Обработка выпечкой
Для конденсатора CA55, который был распакован и подвергался воздействию воздуха в течение более 24 часов, пользователь должен удалить ленту перед использованием и выполнить вторичную сушку при влажности. ≤ Относительная влажность 60 %, чтобы гарантировать отсутствие избыточной влаги внутри конденсатора перед пайкой. Рекомендуемая температура и время выпечки:
а. Конденсатор CA55, который был распакован и находился на воздухе более 24 часов, перед пайкой рекомендуется прокалить при температуре 125°C в течение 12 часов.
б. Для конденсатора CA55, который был распакован и находился на воздухе более недели, корпуса A, B, C, D1, D и E необходимо прокалить при температуре 125°C в течение 24 часов; Корпус F и выше подходят только для ручной пайки, без необходимости запекания перед пайкой.
2. Ручная пайка
Конденсаторы, паяемые вручную, не требуют запекания перед пайкой, однако следует строго контролировать температуру жала паяльника. Рекомендуется использовать температуру пайки 280-350°С. ℃ (Рекомендуется паяльник мощностью 30 Вт, антистатический керамический электрический паяльник). В то же время следует отметить, что:
а. Запрещается непосредственно использовать жало паяльника для нагрева подложки элемента. Потому что чрезмерный температурный шок может привести к повреждению внутренней микроструктуры компонента, что приведет к проблемам с производительностью.
б. Паяльная площадка должна быть предварительно напечатана паяльной пастой, а толщина паяльной пасты должна контролироваться в пределах от 0,15 мм до 0,20 мм.
в. Необходимо использовать нагреватель печатной платы для предварительного нагрева склеенных компонентов не менее чем на 125°С. ℃~150 ℃/5 минут, следя за тем, чтобы температура подложки компонента была как можно ближе к температуре плавления паяльной пасты.
д. Положением жала паяльника для нагрева при пайке является площадка припоя, а не подложка компонента.
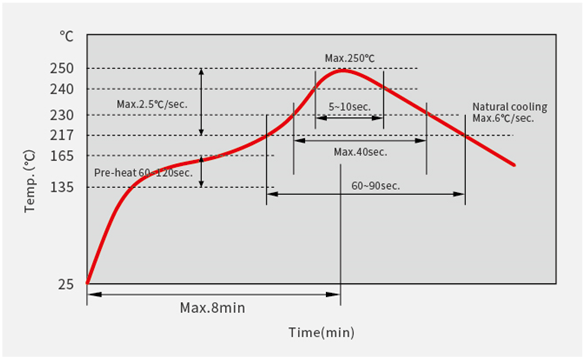
3. Пайка оплавлением
Кривая пайки оплавлением подходит для случаев A, B, C, D, D1, E:
Бессвинцовые конденсаторы: максимальная температура пайки 250±5°C.
Выводные конденсаторы: максимальная температура пайки 235°С.±5℃





 Поддерживается сеть IPv6
Поддерживается сеть IPv6